EN
EN










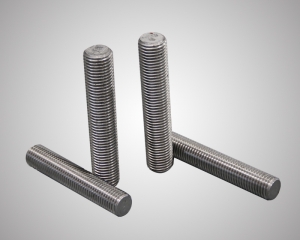
手攻螺纹的方法:由于紧固件螺纹孔直径较小,丝锥强度较低,工件需要攻螺纹的一面置于水平或垂直,,必要时可用直角尺进行校正。如果开始攻螺纹不正可将丝锥旋出,用二锥加以纠正然后再用头锥攻螺纹。转动铰杠时用力要平衡,否则产生摇摆和震动容易将螺纹牙型撕裂,丝锥有折断的可能。
机攻螺纹的方法:机攻螺纹时应防止丝锥与工件的螺纹底孔深度产生干涉撞击,按照丝锥调节夹头承受的切削力,应注意丝锥的校准部分不能全部露出头,否则在将会产生乱扣现象。

攻丝机提高工艺的技巧
(1)工件装夹一般情况下应将工件需要攻螺纹的一面,置于水平或垂直位置。便于判断和保持丝锥垂直于工件基面。
(2)在开始攻螺纹时要把丝锥放正,然后一手扶正丝锥另一手轻轻转动铰杠。从正面或侧面观察丝锥是否与工件基面垂直,必要时可用直角尺进行校正,丝锥的方向就基本确定。
(3)如果开始攻螺纹时丝锥位置不正确,可将丝锥旋出用二锥加以纠正然后再用头锥攻螺纹,当丝锥的切削部分全部进入工件时,就不再需要施加轴向力靠螺纹自然旋进即可。
(4)用力要均匀转动铰杠时操作者的两手用力要平衡,切忌用力过猛和左右晃动,否则容易将螺纹牙型撕裂和导致螺纹孔扩大及出现锥度,并且会折断丝锥。
(5)用铰杠倒旋丝锥松动后再将丝锥旋出,因为攻完的螺纹孔和丝锥的配合较松。退出时避免丝锥产生摇摆和震动,从而破坏了螺纹的表面粗糙度。